Every few years a material comes along claiming to be the next big thing in surface protection. Most are minor tweaks on what already exists. So when a small Norwegian company says it has built something genuinely better than the coatings we have relied on for decades, the fair response is skepticism, followed by a simple question: better how, and better than what exactly?
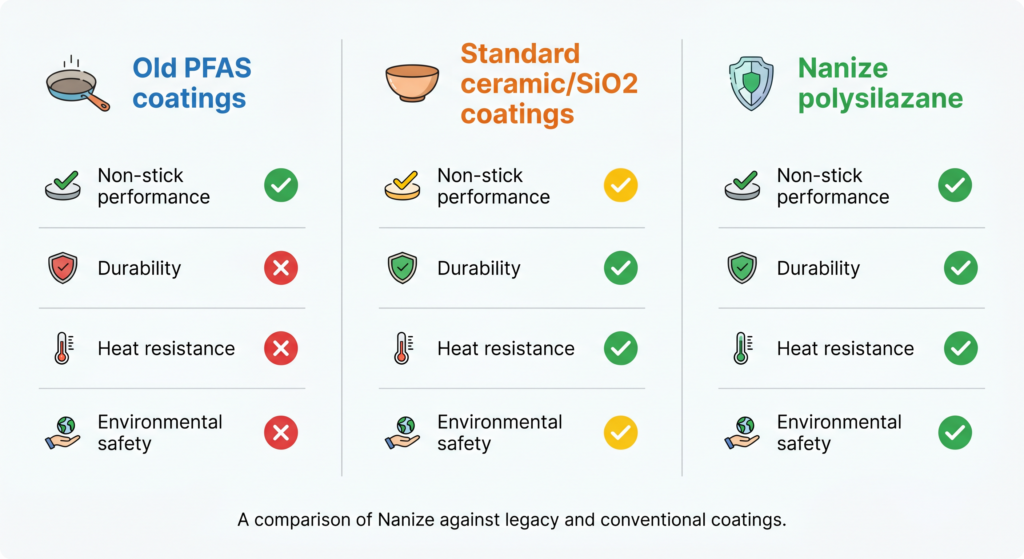
This article tries to answer that honestly. To understand why Nanize stands apart, you have to line it up against the two things it competes with: the old fluorine-based coatings like Teflon, and the newer wave of “ceramic” and nano coatings that were supposed to replace them. On both fronts, the case for Nanize comes down to a handful of concrete differences.
Difference One: It Drops the Forever Chemicals Entirely
The first and most obvious difference is what Nanize leaves out. The coatings that built the modern world ran on PFAS, a class of substances now under global regulatory fire. The scale of the problem is staggering: PFAS covers a class of roughly 12,000 “forever chemicals” valued precisely for their non-stick and durable properties, which is exactly why they were everywhere and exactly why they are so hard to remove from the environment.
Nanize sidesteps the entire category. Its core chemistry is polysilazane, a high-performance polymer that forms a durable, glass-like ceramic layer for superior surface protection. This is not a “reduced PFAS” or “low-fluorine” compromise. Nanize is a materials innovation company focused on developing PFAS-free coatings that replace traditional fluorinated chemicals across packaging, textiles, consumer products, and industrial sectors, designing hydrophobic, oleophobic, and protective surface technologies without persistent pollutants.
That matters for a practical reason beyond ethics: regulation is a moving deadline, not a debate. A coating that is PFAS-free today is future-proof in a way a fluorine-based one simply cannot be.
Difference Two: It Bonds to the Surface Instead of Sitting on Top
Here is where Nanize separates itself not from old Teflon, but from the wave of “ceramic” and nano coatings that flooded the market promising to replace it. Most of those are not what people assume.
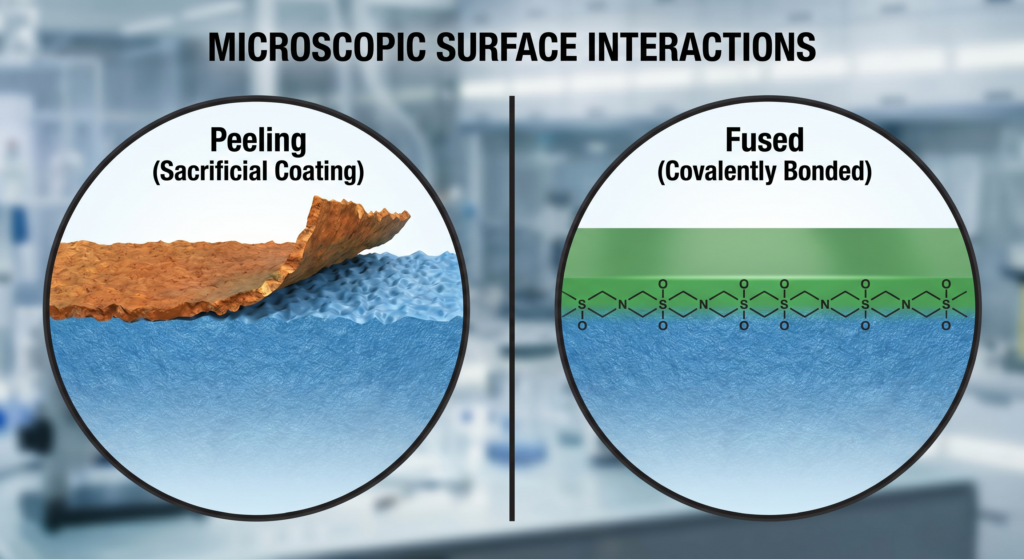
The detailing and coatings world has learned this the hard way. Most “ceramic” coatings on the market are actually based on silicone (PDMS) or silicon dioxide (SiO2), and standard SiO2 coatings rely on resins to “glue” the ceramic particles to the surface. In other words, a layer that is stuck on with binder, not chemically joined to the material underneath. The consequence is predictable: a silicone-based nano ceramic coating creates an additional hard layer that merely lies on top of the substrate, acting as a sacrificial layer without an excellent covalent bond, and beyond improving water repellency it does not offer good durability, heat, chemical, scratch, graffiti, or stain resistance, with its efficiency decreasing significantly over time.
Polysilazane works in a fundamentally different way. Polysilazane creates a covalent bond directly with the substrate, resulting in a glass-like shield that is significantly more resistant to swirl marks and light abrasions. Nanize built its entire technology around maximizing that bond. The durability and long-life of Nanize coatings is achieved through excellent cross-linking during the curing process, combined with covalent bonding to the substrate to prevent flaking and delamination in use. Nanize ultra-rapidly cured polysilazane coatings are proven to create hard, durable, glass-like and dense three-dimensional Si-O-Si dominant cross-linked structures that are covalently bonded to the substrate.
The plain-language version: most coatings flake because they were only ever glued on. Nanize doesn’t flake because it becomes part of the surface.
Difference Three: It Cures in Seconds, Not Weeks
This is the difference that turns a good material into a usable one, and it is genuinely Nanize’s signature achievement.
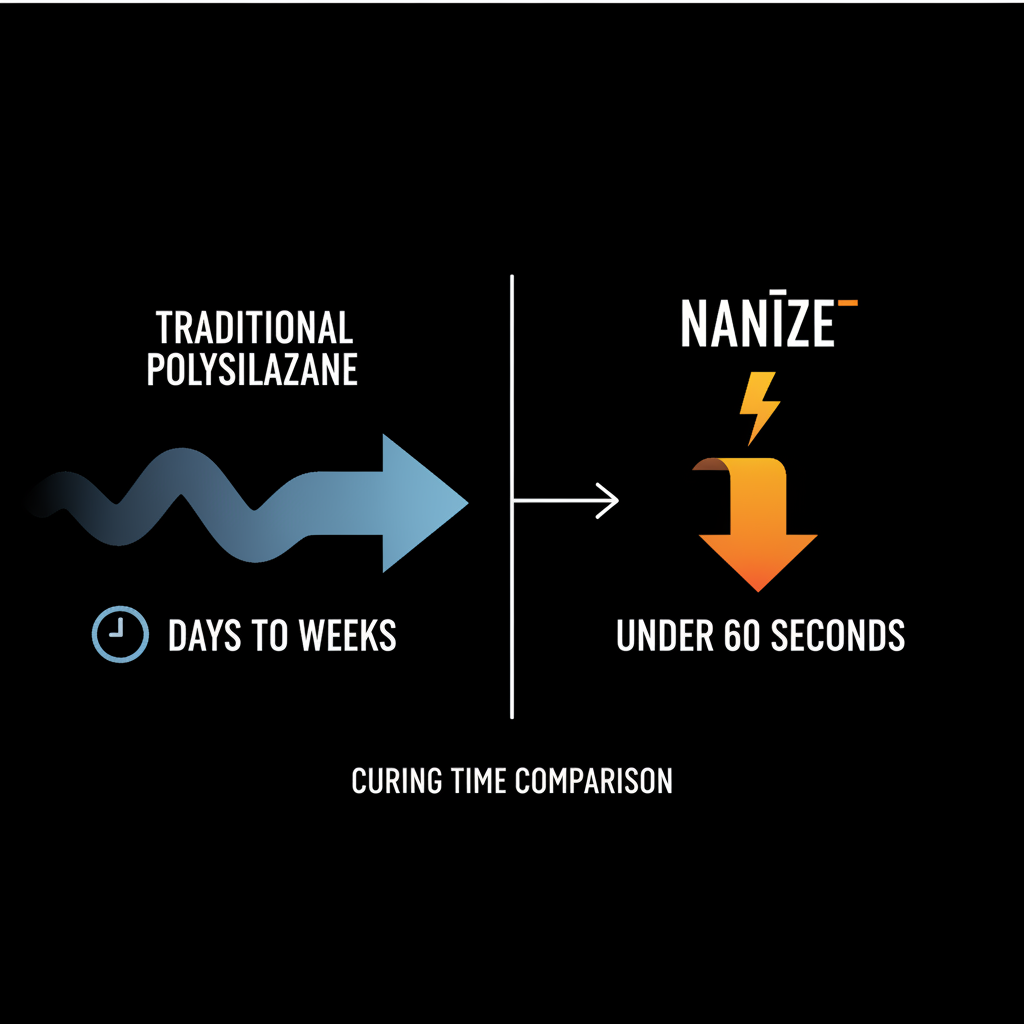
Polysilazane has always been admired and always been a pain to work with. Conventionally, getting it to set hard meant either days at room temperature or high heat with a catalyst, which is why it stayed a niche material despite its qualities. The honest assessment from the industry is that traditional versions are costly and require complicated processing, and that the development effort to use polysilazane has been severely limited by its relatively high price and lack of availability.
Nanize’s breakthrough attacks exactly that bottleneck. Its PFAS-free solutions deliver unmatched durability, ultra-low friction, and sub-minute curing at temperatures below 70°C without catalysts. The proof is not just a brochure claim; complete curing in 30 seconds at 70°C is evidenced by FTIR spectrometry of Nanize polysilazane coatings applied by ultrasonic spray to stainless steel and aluminium, showing the absence of the uncured Si-H and N-H signals and a corresponding strong Si-O-Si signal. And the validation is broad: having made over 20,000 individual tests, extensive lab validation has been undertaken, including FTIR, to verify polymer crosslinking, hard curing, durability and performance.
A fast, cool, catalyst-free cure changes the economics completely. The material fully sets in approximately one minute at temperatures below 100°C, dramatically cutting the energy and time required by traditional high-heat curing methods. For a manufacturer, that means a simplified and lower-cost manufacturing process, and it means the coating can go on heat-sensitive things, plastics, electronics, that a 250°C cure would destroy.
Difference Four: One Material, Many Jobs
A lot of coatings do one thing. Nanize’s chemistry is a platform that gets tuned, and that versatility is itself a differentiator. The reason lies in the polymer’s structure. A key feature of polysilazanes, and one which differentiates them from other similar polymers, is the ability to covalently bond nano-additives to the polymer backbone, which upon curing can confer specific coating performance characteristics such as super-hydrophobicity, operation at temperatures up to and above 1000°C, anti-microbial properties, and corrosion resistance.
That tunability is backed by genuinely impressive baseline physics. Polysilazanes are well known for high temperature and oxidation stability, excellent scratch, abrasion and impact resistance, high hardness above 9H, and high resistance to weathering and many chemicals, and most or all of these properties are superior to those of polysiloxanes. Independent technical data puts numbers on it: polysilazane corrosion-resistant coatings exhibit pencil hardness of 6H to 9H after full cure, significantly exceeding conventional organic coatings at 2H to 4H. Crucially, their non-stick performance rivals the very thing they replace; polysilazanes have outstanding non-stick and easy-clean properties which are almost as good as those of fluoropolymers like PTFE, without the fluorine.
So a single underlying technology credibly serves wildly different needs. In Nanize’s own line-up, automotive and aerospace use it for wind turbine blades, slick aerospace surfaces, and vehicle exteriors; electronics makers use it to protect touchscreens, solar modules, and optical products from smudges, dirt, and wear; and medical and cookware brands use it for bacteria-resistant, PFAS-free finishes.
Difference Five: Lab Performance That Actually Reaches the Market
This is subtle but important. Plenty of materials beat Nanize on a single exotic metric in a laboratory. The difference Nanize emphasizes is that its performance is engineered to ship at industrial volume.
The company draws a deliberate contrast with the most prestigious coatings in existence. Its polysilazane-based solutions rival the durability found in space-grade coatings, offering ceramic-like performance previously associated with NASA’s mission-specific materials, but unlike those niche technologies, Nanize’s coatings are engineered for mass-market scalability, making high-end surface protection accessible to a broad range of manufacturers. The whole pitch hinges on scalability: a coating that performs like aerospace material but applies on a normal factory line.

The Honest Counterweight
A fair article names the limits too. Pure polysilazane is not magic; its biggest known weakness is brittleness. The high crosslinking density of pure polysilazane coatings results in brittleness, with elongation at break under 1% and susceptibility to cracking under mechanical stress or thermal cycling. The wider industry tackles this with hybrid formulations and co-binders to add flexibility, and Nanize’s use of nano-additives bonded to the backbone is part of how it tunes around such trade-offs, but it is a real engineering challenge, not a solved one.
It is also worth keeping perspective on the source of the boldest claims. The strongest comparisons, the NASA-grade durability framing especially, come largely from Nanize and friendly coverage rather than independent, long-term field audits. Nanize is a young company still scaling, and the true verdict will come from large commercial deployments. Industry watchers are explicit about this: the signal to watch for is the first major commercial-scale deployment, particularly from a large automotive or aerospace manufacturer, because a partnership with a major Tier 1 supplier would validate the technology’s scalability and signal a real shift away from legacy fluoropolymer systems.
So, Why Use It?
Strip away the marketing and the case for choosing Nanize over the alternatives comes down to five things that rarely come together in one product:
It’s clean.
No PFAS, no forever chemicals, full compliance with the bans that are coming whether manufacturers like it or not.
It lasts.
It bonds covalently to the surface instead of sitting on top, so it resists the flaking and delamination that kills cheaper coatings.
It’s practical.
A sub-minute, low-temperature, catalyst-free cure makes it cheaper and greener to apply, and lets it go on plastics and electronics that high heat would ruin.
It’s versatile.
One chemistry tunes into non-stick, anti-corrosion, heat-resistant, anti-microbial, and anti-graffiti versions.
It’s meant to scale.
Space-grade performance designed for an ordinary production line, not a clean room.
The reason this changes real life is that durability and cleanliness compound quietly over time. A pan that stays non-stick for years instead of months. A building skin that doesn’t need scrubbing. A machine part that doesn’t wear out. None of it is flashy, but multiply it across millions of surfaces and the difference is enormous. As the company frames its own purpose, Nanize coatings are transforming surface protection across multiple sectors, enabling cleaner, safer, more efficient performance wherever advanced coatings are needed.
The skepticism is healthy, and the proof will be in the years of real-world use ahead. But on paper and in the lab, the argument is clear: Nanize isn’t trying to be a slightly better Teflon. It’s trying to make the whole old playbook obsolete.